Полуавтоматическая дуговая сварка
По степени механизации дуговой сварки различают полуавтоматическую и автоматическую сварку, при этом граница между ними совсем не чёткая. В настоящее время полной автоматизации процесса нет — существует частичная механизация, которая включает две вещи:
- перемещение дуги по линии сварки;
- подача электрода в дугу.
Если механизированы оба процесса, то сварку считают автоматической, иначе — полуавтоматической сваркой. Автоматическая дуговая сварка целесообразна при серийном и массовом производстве изделий, сварные соединения, в которых достаточно длинные прямолинейные и круговые швы. Многие сварные изделия не удовлетворяют этим требованиям, применяют полуавтоматические сварочные аппараты — упрощенные приспособления, уменьшающие объём ручной работы. Среди полуавтоматов большое распространение получили шланговый, сам процесс был назван шланговая полуавтоматическая сварка.
Автоматический механизм шлангового полуавтомата проталкивает электродную проволоку через гибкий шланг и держатель-наконечник в зону дуги из бухты. Длина шланга обычно не превышает 5-ти метров. Задача сварщика — держа наконечник, перемещать его вдоль шва.
Первоначально шланговые полуавтоматы не находили применения — они предназначались для сварки открытой дугой, электродной проволокой до 5 мм. В связи со сравнительно толстой проволокой и низким сварочным током, полуавтоматическая сварка была не производительна по отношению с ручной дуговой сваркой. Ситуацию изменил переход к способу сварки под флюсами электродной проволокой малых диаметров 2—2,5 мм. Новый способ позволил увеличить сварочный ток и, следовательно, производительность. С уменьшением диаметра проволоки снизился вес шланга, и увеличилась его гибкость.
Схема полуавтомата для дуговой сварки
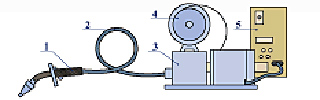
- Держатель;
- гибкий шланг;
- механизм подачи проволоки;
- кассета со сварочной проволокой;
- шкаф управления.
Рекламные предложения
© 2009 dugovuha.ru