Газовая сварка и аргонно-дуговая сварка
Газовая дуговая сварка — это дуговая сварка в среде защитных газов. Такой сваркой можно соединять сварные изделия толщиной от десятых долей до десятков миллиметров с различной степенью механизации — ручная, полуавтоматическая и автоматическая сварка.
Преимущества газовой дуговой сварки
- Возможность сварки в различных пространственных положениях, и возможность наблюдения за образованием шва;
- высокое качество сварных соединений на разнообразных металлах и сплавах различной толщины;
- низкая стоимость при использовании активных защитных газов;
- легкость механизации и автоматизации и высокая производительность.
Недостатки газовой сварки
По сравнению со способом сварки под флюсом необходимо применение защитных мер против тепловой и световой радиации дуги.
Применение газов в качестве защитных
- Инертные газы: аргон — аргоно-дуговая сварка и гелий — дуговая сварка гелием;
- активные — кислород, азот, углекислый газ, водород;
- смеси активных и инертных газов — Ar+He, Ar+CO2, CO2+O2 и другие.
Свойства защитных газов
- Гелий — применяется при сварке тонколистового металла. Дуга от гелия более «мягкая», потому что он имеет более высокий потенциал ионизации и большую теплопроводность при температурах плазмы. Шов при дуговой сварке гелием имеет большую ширину и меньшую глубину проплавления.
- Углекислый газ — имеет промежуточное положение по влиянию на форму шва.
- Большое распространение получило применение аргона в качестве защитного газа — аргонно-дуговая сварка.
Технология газовой и аргонно-дуговой сварки
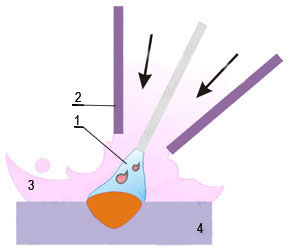
При сварке в зону дуги 1 через сопло 2 непрерывно подается защитный газ 3. Основной металл 4 и электродная проволока (если выполняется плавящимся электродом) расплавляется под действием теплоты дуги. Расплавленный металл сварочной ванны, кристаллизуясь, образует шов.
Образование шва происходит за счет расплавления кромок основного металла или дополнительно вводимого присадочного металла. По отношению к электроду защитный газ можно подавать центрально или сбоку. Сбоку подают газ при больших скоростях сварки плавящимся электродом.
Фото аргонно-дуговой сварки


Рекламные предложения
© 2009 dugovuha.ru