Автоматическая дуговая сварка
Ручная дуговая сварка очень трудоемка, требует огромного количества обученных кадров, сравнимо дорога, и, естественно, не может обеспечить однородность продукции — контроль свойств сварки затруднителен, недостаточно надежен и выполняется не постоянно. Естественно, что при крупном производстве доверие к качеству сварки снижается, применяется автоматическая сварка.
Автоматизации отлично поддаются основные виды дуговой сварки. По степени механизации процесса различают автоматы и полуавтоматы; в полуавтоматах сохраняется еще значимая доля ручного труда.
Чтобы осуществить автоматическую сварку требуется целый комплекс устройств и приспособлений, машин, составляющих автоматическую установку для дуговой сварки. Устройство, производящее зажигание дуги, подачу электродов по мере сгорания и обеспечивающее устойчивое горение дуги, именуется автоматической головкой для дуговой сварки, либо дуговым автоматом. Но принципиальное промышленное значение имеют автоматы для сварки плавким железным электродом — при автоматической сварке применяется электродная проволока большой длины, в мотках либо бухтах, сматываемая механизмом автомата и подаваемая в зону дуги по мере её плавления, вместо отдельных маленьких электродов, применяемых в процессе ручной сварки.
Дуговой автомат представляет собой автоматический регулятор, поддерживающий постоянство режима дуговой сварки независимо от действия наружных и случайных возмущающих причин.
В основу регулирования работы дугового автомата с плавящимся железным электродом могут быть положены разные принципы. В настоящее время существует два вида дуговых автоматов с плавящимся электродом, разных по принципу регулирования:
- автоматы с неизменной скоростью подачи электрода;
- автоматы с регулированием электрических величин.
На интенсивность процесса саморегулирования, кроме остальных причин, влияние оказывают плотность сварочного тока в электроде и форма свойств источника сварочного тока. При недостающих плотностях тока саморегулирование протекает так медлительно, что начавшееся случайное укорочение дуги частенько приводило к короткому замыканию, а удлинение — к обрыву дуги ранее, чем в процессе саморегулирования успевала восстановиться обычная длина дуги. С увеличением плотности тока быстро растет скорость плавления электродной проволоки и интенсивность процесса саморегулирования.
Дуговой автомат поддерживает горение дуги и подает электродную проволоку. Для получения сварного шва нужно перемещать дугу по линии сварки. В зависимости от метода перемещения дуги различают:
- подвесные автоматы — перемещение сварочного изделие производится отдельным устройством;
- самоходные автоматы — механизм перемещения конструктивно совмещен с автоматом;
- сварочные тракторы — лёгкий, компактный самоходный автомат, перемещающийся непосредственно по поверхности свариваемого изделия или по легкому переносному рельсовому пути, укладываемому на поверхность изделия.
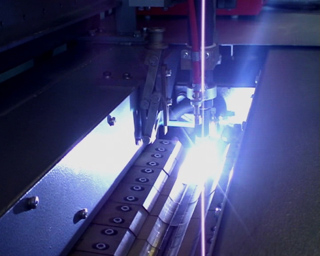
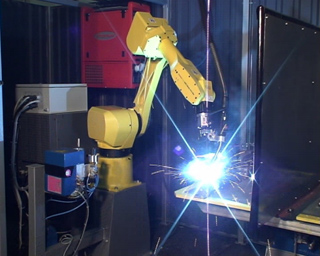
Фото автоматической дуговой сварки
Рекламные предложения
© 2009 dugovuha.ru